
沧州铭添管道有限公司
诚信经营
价格合理
可按需求定制
全国咨询热线
15128769799
欢迎来到沧州铭添管道有限公司!
×15128769799

通过微信扫一扫
获取螺旋管今天价格

客户服务热线
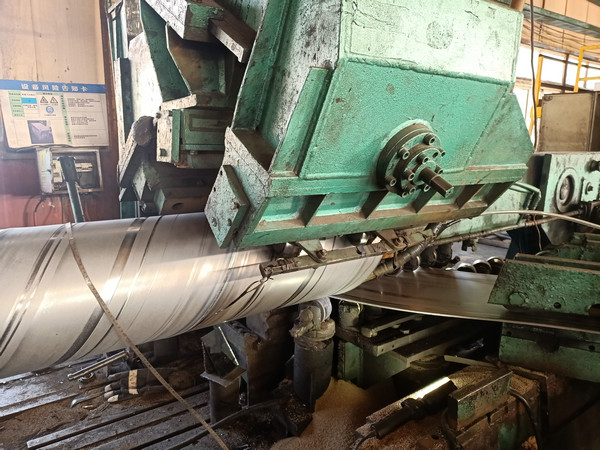
15128769799螺旋缝钢管焊缝缺陷产生原因及防止措施:1、咬边:咬边是由于电弧将母材边缘熔化后,没有得到熔敷补充而形成的缺口。a)手工电弧焊产生的原因:焊接电流过大,电弧过长,焊条角度及运条不当;埋弧焊焊接速度过快,熔宽突变;手工电弧焊时,焊条角度、电弧长度不合适,手把不稳。咬边防止措施:选择合适的电流,运条方法正确;电弧长度和焊条角度要合适;焊条摆动时在坡口边缘稍慢一些,而中间稍快一些;b)埋弧自动焊产生原因:焊丝输送不稳,焊丝导管阻力大、送丝轮磨损、被动轮轴承等有问题造成双咬;焊丝导电嘴不垂直于焊缝,电弧偏吹造成单咬边;导电嘴磨损严重,焊丝在导电嘴中摆动,焊接电流不稳定;焊接参数不稳,电弧过长;漏弧严重,内焊凹,熔化金属补充不上。埋弧焊咬边防止措施:检查焊丝输送系统,减小焊丝输送阻力;调整导电嘴使焊丝垂直于焊缝,减小电弧偏吹;及时更换导电嘴,使焊丝定向运动,保证焊接电流稳定;减小电弧电压,应用焊接参数稳定的焊接电源及装置;成型缝松紧要适度、焊接电流合适,保证内焊不漏弧。2、焊瘤:焊接过程中熔化金属流溢到加热不足的母材上,这种使母材熔合在一起的堆积金属称为焊瘤。焊瘤在手工电弧立、横、仰焊时容易产生,多产生在手工电弧焊第一层封底焊接及单面焊双面成型的手工电弧焊中。a)手工电弧焊产生的原因:焊接电流过大,电弧过长,焊接速度过慢;焊件装配间隙太大,操作不熟炼,运条不当。焊瘤防止措施:立、仰焊时应严格控制熔池温度,不宜过高,焊接电流比手焊小10%-15%;尽量采用短弧焊;焊条摆动中间快些,两侧慢些;单面焊双面成型坡口间隙不宜大于焊条直径;焊接时当发现熔池铁水发白时,应立即灭弧,当熔池温度下降时,再引弧。b)埋弧自动焊产生原因:焊剂中有高熔点的物质,粘度大;焊点位置不合适造成偏流。防止措施:选择粘度小的焊剂;调整焊点位置使其不偏流。
本文版权归 沧州铭添管道有限公司 所有;本文共被查阅 1735 次。
当前页面链接:http://wapipe.com/baike/4106.html
未经授权,禁止任何站点镜像、采集、或复制本站内容,违者通过法律途径维权到底!
期待与您的合作,欢迎给我们留言或直接拨打:15128769799

留下您的信息,我们将第一时间和您取的联系!
版权所有:沧州铭添管道有限公司 Sitemap
24小时/热线:15128769799 冀ICP备2021012226号-1
扫码添加微信好友

















