
沧州铭添管道有限公司
诚信经营
价格合理
可按需求定制
全国咨询热线
15128769799
欢迎来到沧州铭添管道有限公司!
×15128769799

通过微信扫一扫
获取螺旋管今天价格

客户服务热线
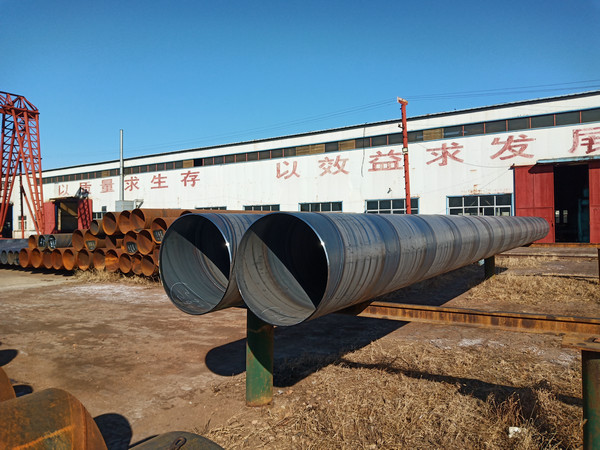
15128769799双面埋弧焊管是由钢板或钢带卷曲后制成的焊接钢管,具有尺寸偏差小、壁厚均匀、生产工艺简单、生产效率高、品种规格多、设备投资少等优点。但由于焊接钢管的焊接性能低于无缝钢管,在石化装置中的利用率很低。双面埋弧焊管按焊缝形式分为直缝和螺旋缝。随着现代工业技术的发展和焊接检验技术的进步,焊接钢管的焊缝质量不断提高,品种和规格日益增多,因此在石油化工装置中得到广泛应用。焊接速度是焊接工艺主要参数之一,它与加热制度、焊缝变形速度以及相互结晶速度有关。焊缝感应加热退火处理目的是消除焊接应力,使焊缝、热影响区与母材的力学性能一致。这种热处理工艺在焊管生产中应用至广,加热调质处理目的是提高焊管整体的力学性能。这种热处理工艺较少应用。双面埋弧焊管制造工艺是20世纪90年代兴起来的新型的焊接钢管成型技术,该技术的主要成型流程是先将钢板预焊对口处进行铣边(或刨边)后经钢板宽度方向上的预折弯,再按J→C→O的顺序逐步成型,成型过程中经过多次压力冲压每一次冲压时均以三点弯曲模具成型为基本原理。焊接质量随焊接速度的加快而进步。这是由于加热时间的缩短使边沿加热区宽度变窄,缩短了形成金属氧化物的时间,假如焊接速度降低时,不仅加热区变宽,而且熔化区宽度随输进热量的变化而变化,形成内毛刺较大。在低速焊时,输进热量少使焊接困难,若不符合规定值时易产生缺陷。双面埋弧焊管更多地用于施工。在钢结构领域应用大直径、厚壁、高钢级双面埋弧焊管,吸收了国外钢管建筑结构和港口海工装备的先进设计理念,重视发电用钢管作为结构件,在建筑领域以外港口海工装备领域的成熟应用迅速得到了国际业界和同行的认可,取得了丰硕成果。管道是工厂先预制后带到工地在野外焊接的高强度钢,工厂制造的焊接工艺是埋弧焊。现在,埋弧焊已发展为双丝埋弧焊和多丝埋弧焊,效率进一步提高。
本文版权归 沧州铭添管道有限公司 所有;本文共被查阅 1446 次。
当前页面链接:http://wapipe.com/baike/3575.html
未经授权,禁止任何站点镜像、采集、或复制本站内容,违者通过法律途径维权到底!
期待与您的合作,欢迎给我们留言或直接拨打:15128769799

留下您的信息,我们将第一时间和您取的联系!
版权所有:沧州铭添管道有限公司 Sitemap
24小时/热线:15128769799 冀ICP备2021012226号-1
扫码添加微信好友

















