
沧州铭添管道有限公司
诚信经营
价格合理
可按需求定制
全国咨询热线
15128769799
欢迎来到沧州铭添管道有限公司!
×15128769799

通过微信扫一扫
获取螺旋管今天价格

客户服务热线
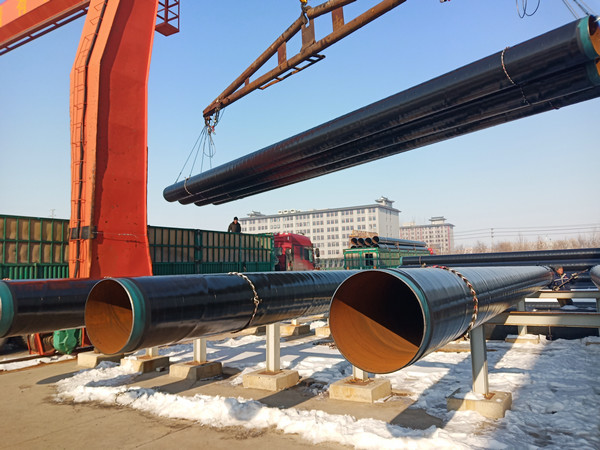
15128769799三层结构聚乙烯(3PE)防腐钢管是在底层的环氧粉末处于胶化状下,将胶粘剂和聚乙烯同时涂敷在钢管表面后,胶粘剂与粉末、聚乙烯相互聚合反应而形成三层结构,在成形时,用压辊和托辊使三层结构融合压实。三层结构聚乙烯(3PE)防腐钢管熔结环氧层厚度控制是通过调整供粉压力,喷枪数量,使其与传动线速度匹配来控制厚度。胶粘剂、聚乙烯层厚度控制需要通过调整挤出机电机转数和传动线速度来控制厚度。涂敷成型时,压辊气缸压力不应低于0. 2Mpa,托辊油缸压力不应低于5Mpa。涂敷管冷却根据三层结构材料的特性,要求缓冷,具体参根据规范要求进行,冷却后管表面温度不应超过60°C。胶粘剂挤出量是通过主电机转数及螺杆转数控制,胶挤出量的调整,应根据涂胶厚度要求,在挤出机额定参数下进行,当挤出机出现压力报警时应及时更换滤网,挤出机转数每班记录一次。聚乙烯挤出机各区温度应按标准操作规范进行调定后自动控制,每班记录一次。聚乙烯挤出量一是通过主电机转数及螺杆转数控制,聚乙烯挤出量的调整,应根据聚乙烯厚度要求,在挤出机额定参数下进行。当挤出机出现压力超定报警时及时更换滤网,挤出机转数每班记录一次。当胶挤出机机头压力值达到60MPa (压力表显示值),聚乙烯挤出机的机头压力值达到60MPa (压力表显示值),应停机更换机头内滤网。
三层结构聚乙烯(3PE)防腐钢管对直径426-720mm规格钢管,传动轮中心间距可调整为580-650mm,其它规格应按管运行稳定性调整中心距。各级传动线传动轮角度的调整,以涂层搭接线螺距100-120mm范围内进行调整。涂敷传动线分四个电机驱动,在涂敷生产时,四级传动线的涂敷转数要求一致,才能保证传动平稳。涂敷传动线的运行速度由控制台集中控制,其值应按相关工艺参数确定。环氧粉未一般在-10摄氏度至25摄氏度温度范围贮存。使用时,在常温下放置二小时后,可直接投入使用。聚乙烯胶粘剂采用干燥热空气进行干燥处理,热风干燥器的温度按表50摄氏度设定。清理钢管表面对于钢管外表面附着的油脂和污物要清理干净,对油脂可用溶剂清洗或火焰烘烧。对其它污物可用铲除或吹扫方法清理,钢管内的沙石、泥土、铁屑等杂物用吹扫设备清扫干净。中频预热抛丸除锈前,用250KW中频感应加热装置将管预热至40-60摄氏度,除掉钢管表面水份。在潮湿季节和冬季,预热温度应适当提高到80摄氏度,保证钢管无水份,提高除锈效果及钢砂的清洁度。用板刷在距管端100mm 范围内,圆周方向6- 8点均匀涂抹粘接剂,将纸带一侧与管端平齐,顺钢管涂敷转动方向紧密粘接,纸带搭接处用少许粘接剂粘牢,搭接长度为80一120mm,要求纸带粘接平整牢固,在纸带宽度之外的钢管表面不允许涂有粘接剂。
本文版权归 沧州铭添管道有限公司 所有;本文共被查阅 1554 次。
当前页面链接:http://wapipe.com/baike/3149.html
未经授权,禁止任何站点镜像、采集、或复制本站内容,违者通过法律途径维权到底!
期待与您的合作,欢迎给我们留言或直接拨打:15128769799

留下您的信息,我们将第一时间和您取的联系!
版权所有:沧州铭添管道有限公司 Sitemap
24小时/热线:15128769799 冀ICP备2021012226号-1
扫码添加微信好友

















