
沧州铭添管道有限公司
诚信经营
价格合理
可按需求定制
全国咨询热线
15128769799
欢迎来到沧州铭添管道有限公司!
×15128769799

通过微信扫一扫
获取螺旋管今天价格

客户服务热线
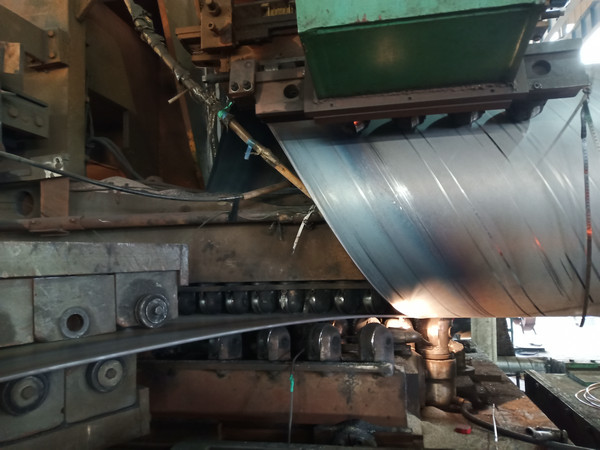
15128769799螺旋缝埋弧焊钢管生产制造之前。首先应该进行超声波检验全板探伤,之后再通过铣边机来对钢板的两个边缘表面进行双面铣削工作,使钢板的两个边缘的表面可以达到所要求的的板宽和板边平行度还有坡口的形状。之后我们再利用预弯机设备在对板边进行板边预弯的工作,使板边可以具有符合要求的曲率。之后我们在使用JCO成型机上将我们进行过预弯之后的钢板的一半经过多次步进冲压,将其压成J形的形状。同时,我们也要将另一半经过步进冲压的工作压成C形的形状,最后形成开口的O形。使成型后的螺旋缝埋弧焊钢管合缝并采用气体保护焊进行连续焊接;采用纵列多丝埋弧焊在直缝钢管内侧进行焊接;采用纵列多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接,焊接完成后依次进行第一次超声波的检验、第一次X射线的检查、扩径、水压的测试。然后将检验合格后的钢管加工到符合要求的尺寸,再依次进行第二次超声波检验、第二次X射线检查、 管端磁粉检验、 防腐和涂层,完成整个的加工工序。
螺旋缝埋弧焊钢管埋弧焊焊接工艺是根据电磁感应的原理,还有交流电荷在导体之中的趋肤效应和涡热流效还有邻近效应,将所焊缝的边缘钢材进行加热直至加热到熔融的状态,之后再用滚轮挤压工艺,使对接的焊缝可以实现晶间结合,这样就可以达到焊缝焊接的目的。埋弧焊焊接属于一种感应焊,我们也可以叫做压力基础焊。埋弧焊焊接不需要焊缝的填充材料,并且在进行焊接的时候没有焊接飞溅,焊接过程中焊接热影响的区域窄小,焊接之后成型十分美观,焊接的机械性能十分良好。由于埋弧焊焊接的这些优点,所以在钢管的生产之中,埋弧焊焊接受到了广泛的应用。钢管的埋弧焊焊接正是利用交流电的趋肤效应和邻近效应,钢材经滚压成型后,形成一个截面断开的圆形管坯。在管坯内靠近感应线圈中心附近旋转一个或一组阻抗器,阻抗器与管坯开口处形成一个电磁感应回路。在趋肤效应和邻近效应的作用下,管坯开口处边缘产生强大而集中的热效应,使焊缝边缘迅速加热到焊接所需温度。经压辊挤压后,熔融状态的金属实现晶间接合,冷却后形成一条牢固的对接焊缝。
本文版权归 沧州铭添管道有限公司 所有;本文共被查阅 1694 次。
当前页面链接:http://wapipe.com/products_13/1103.html
未经授权,禁止任何站点镜像、采集、或复制本站内容,违者通过法律途径维权到底!
期待与您的合作,欢迎给我们留言或直接拨打:15128769799

留下您的信息,我们将第一时间和您取的联系!
版权所有:沧州铭添管道有限公司 Sitemap
24小时/热线:15128769799 冀ICP备2021012226号-1
扫码添加微信好友

















