
沧州铭添管道有限公司
诚信经营
价格合理
可按需求定制
全国咨询热线
15128769799
欢迎来到沧州铭添管道有限公司!
×15128769799

通过微信扫一扫
获取螺旋管今天价格

客户服务热线
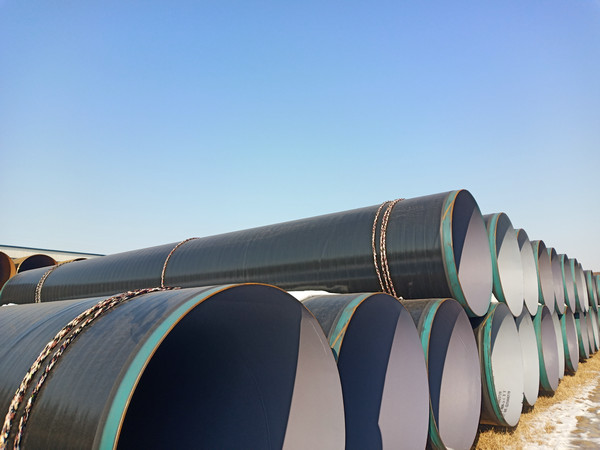
15128769799TPEP(内熔结环氧外三层结构聚乙烯)防腐钢管是一种采用热熔结涂敷和挤压缠绕涂覆工艺进行防腐处理的钢管,其生产工艺主要包括以下步骤:
一、选材
根据不同的使用要求,选择合适的钢管作为基材,如无缝钢管或螺旋焊管等。无缝钢管强度高、耐压性好,常用于高压、高精度的介质输送;螺旋焊管则在大口径管道应用中具有成本优势。
二、钢管预处理
对钢管进行预处理,包括除油、除锈、酸洗、磷化等处理步骤,以去除钢管表面的油污、铁锈、氧化皮等杂质。这一步骤的目的是使钢管表面清洁、粗糙,从而增强涂层与钢管基体的附着力。常见的除锈方法有机械除锈(如喷砂、抛丸等)和化学除锈(酸洗)等。三、内壁防腐层加工
1、环氧粉末准备:选用改性环氧树脂粉末涂料,其具有良好的耐腐蚀性、坚韧性和附着力。
2、预热钢管:将预处理后的钢管加热至一定温度(一般为230℃-250℃左右),以便环氧粉末能够更好地附着和固化。
3、喷涂环氧粉末:采用静电喷涂等工艺,将环氧粉末均匀地喷涂在预热后的钢管内壁上。在喷涂过程中,要控制好喷涂的参数,如电压、电流、粉末流量、喷头与钢管的距离等,以确保涂层的厚度和质量均匀一致。
4、固化处理:喷涂后的环氧粉末在钢管表面受热胶化流平,然后单独放置在另外车间,经过自然冷却,使其充分固化,形成连续、致密的涂膜。固化温度和时间根据环氧粉末的性能和涂层厚度要求而定,一般固化温度在180℃-250℃之间,固化时间为10-30分钟左右。
四、外壁防腐层加工
1、环氧粉末喷涂:与内壁防腐层的环氧粉末喷涂类似,先对钢管外壁进行表面处理,然后预热至合适温度,再将环氧粉末喷涂在钢管外壁上,形成底层环氧粉末涂层,涂层厚度一般在100-200μm左右。
2、胶粘剂涂覆:在环氧粉末涂层表面涂覆一层胶粘剂,其作用是增强环氧粉末与聚乙烯层之间的粘结力,使防腐层更加牢固。胶粘剂的涂覆要均匀、连续,厚度一般在100-200μm左右。
3、聚乙烯挤压缠绕:采用热熔结缠绕工艺,将聚乙烯颗粒加热至熔融薄膜状态,然后通过缠绕设备将其均匀地缠绕在涂有胶粘剂的钢管外壁上,形成外层聚乙烯防腐层。聚乙烯层的厚度一般不小于1.5-4.0mm,以达到良好的防腐和保护效果。
五、质量检查与修补
1、外观检查:对制作完成的TPEP防腐钢管进行外观检查,要求涂层表面平整、光滑、无气泡、无裂纹、无漏涂等缺陷,颜色均匀一致。
2、压力试验:对钢管进行压力试验,根据钢管的使用压力等级施加相应的压力,检查钢管的耐压性能和密封性,确保钢管在使用过程中不会发生泄漏等问题。
3、修补:对于检测过程中发现的防腐层缺陷,如局部漏涂、厚度不足、气泡等,要及时进行修补。修补时,要先将缺陷部位清理干净,然后按照相应的防腐层制作工艺进行修补,确保修补后的防腐层质量符合要求。
六、包装与标识
经检验合格的TPEP防腐钢管要进行包装和标识,外径<219mm的防腐钢管采用打捆包装;外径≥219mm的防腐钢管采用单根包装。不论是打捆还是散装,都需在钢管表面做好防护,以防止钢管在运输和储存过程中受到损伤。同时,要在钢管上标明产品名称、规格、型号、生产日期、生产厂家等信息,以便于识别和追溯。
综上所述,TPEP防腐钢管的制作工艺是一个复杂而精细的过程,涉及多个环节和步骤。通过严格的选材、预处理、内外壁防腐层制作、质量检查与修补以及包装与标识等步骤,确保了TPEP防腐钢管具有优良的防腐性能和使用寿命。
本文版权归 沧州铭添管道有限公司 所有;本文共被查阅 1858 次。
当前页面链接:http://wapipe.com/industry/4207.html
未经授权,禁止任何站点镜像、采集、或复制本站内容,违者通过法律途径维权到底!
期待与您的合作,欢迎给我们留言或直接拨打:15128769799

留下您的信息,我们将第一时间和您取的联系!
版权所有:沧州铭添管道有限公司 Sitemap
24小时/热线:15128769799 冀ICP备2021012226号-1
扫码添加微信好友

















