
沧州铭添管道有限公司
诚信经营
价格合理
可按需求定制
全国咨询热线
15128769799
欢迎来到沧州铭添管道有限公司!
×15128769799

通过微信扫一扫
获取螺旋管今天价格

客户服务热线
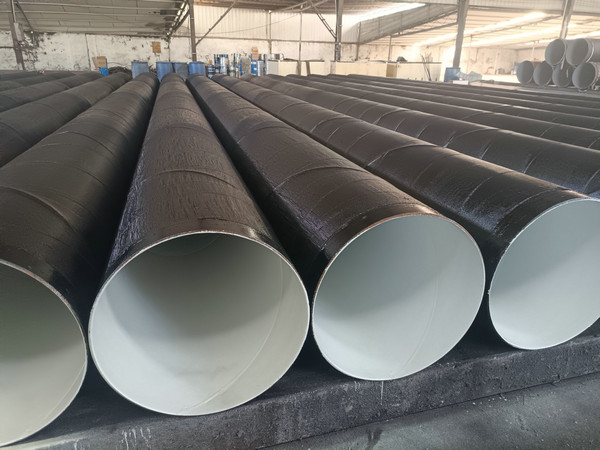
15128769799内IPN8710外环氧煤沥青防腐钢管生产工艺:一、基材钢管预处理:钢管预处理是内IPN8710外环氧煤沥青防腐钢管生产的关键环节,其质量直接影响防腐层的附着力和耐久性。预处理流程包含四个核心工序,每个工序均有明确的技术参数与执行标准。1、钢管检验:在钢管检查环节,需对管体进行全方位检测,重点排查表面凹坑、划痕等机械损伤,以及氧化皮、焊渣等残留物。根据相关标准要求,钢管表面缺陷深度不得超过壁厚的5%,且每平方米范围内直径大于0.8mm的气泡不得超过3个。采用工业内窥镜与磁粉探伤相结合的方式,可确保直径508mm以下钢管的检测覆盖率达到100%。2、钢管清洗:钢管清洗工序采用三级净化系统,先以0.8-1.2MPa高压水射流去除表面浮锈,再使用80℃热碱溶液脱脂,最后用二甲苯溶剂擦拭顽固油污。实践数据表明,经处理的钢管表面残余油脂量需低于50mg/m²,盐分含量不超过3mg/m²,方能满足后续处理要求。某大型管厂实测数据显示,采用该工艺可使钢管表面清洁度达到Sa2.5级标准。3、表面处理:表面处理阶段主要采用钢砂粒径为0.8-1.4mm的离心式喷砂设备,工作压力控制在0.6-0.8MPa范围内。处理后的钢管表面粗糙度应保持在40-80μm区间,锚纹深度需大于防腐层厚度的1/3。二、 IPN8710内防腐层喷涂:IPN8710内防腐层喷涂技术是钢管防腐工艺中的关键环节,其技术参数与施工标准直接影响防腐效果和使用寿命。喷涂设备选型需考虑材料特性与钢管尺寸匹配度,高压无气喷涂设备因其雾化效果好、涂层均匀等特点,成为IPN8710防腐层施工的首选方案。喷涂压力应控制在15-20MPa范围,流量参数需根据钢管直径调整,DN200以下管径建议采用3-5L/min的流量参数,DN200以上管径需提升至6-8L/min以确保覆盖效果。施工过程中需严格执行分层喷涂工艺,普通级防腐层干膜厚度标准为0.3mm,加强级要求达到0.4mm,特加强级则需保证0.6mm厚度。每道涂层施工间隔应控制在表干后至48小时内完成,超过此时限将导致层间结合力下降30%以上。三、 环氧煤沥青外防腐缠绕:环氧煤沥青外防腐缠绕工艺作为钢管外防腐处理的环节,其技术规范直接关系到防腐层的耐久性与防护效果。在缠绕材料选择方面,环氧煤沥青防腐主要与玻璃丝布配合使用,材料应符合标准要求。缠绕张力参数需根据钢管直径动态调整,DN300以下管道推荐张力值控制在50-80N范围内,工艺规范对产品质量起到保障的作用。
本文版权归 沧州铭添管道有限公司 所有;本文共被查阅 1410 次。
当前页面链接:http://wapipe.com/company/4478.html
未经授权,禁止任何站点镜像、采集、或复制本站内容,违者通过法律途径维权到底!
期待与您的合作,欢迎给我们留言或直接拨打:15128769799

留下您的信息,我们将第一时间和您取的联系!
版权所有:沧州铭添管道有限公司 Sitemap
24小时/热线:15128769799 冀ICP备2021012226号-1
扫码添加微信好友

















