
沧州铭添管道有限公司
诚信经营
价格合理
可按需求定制
全国咨询热线
15128769799
欢迎来到沧州铭添管道有限公司!
×15128769799

通过微信扫一扫
获取螺旋管今天价格

客户服务热线
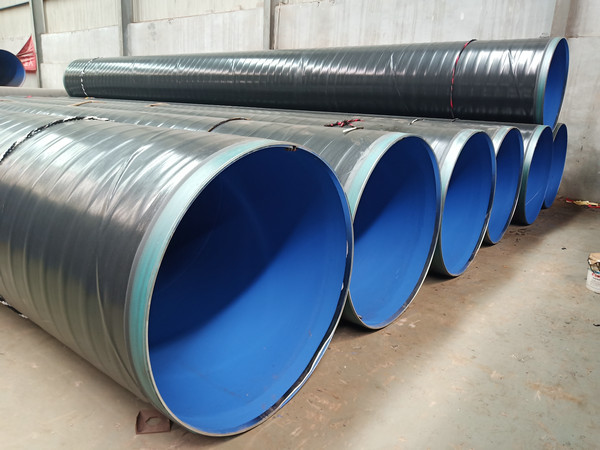
15128769799挤压聚乙烯(3PE)防腐钢管现场补口技术要求:一、补口材料:1、挤压聚乙烯挤压聚乙烯(3PE)防腐钢管的现场补口可采用环氧底漆/辐射交联聚乙烯热收缩带(套)方式或设计选定的其他方式。当采用环氧底漆/辐射交联聚乙烯热收缩带(套)时,应满足GB/T23257-2017标准要求。无溶剂环氧树脂底漆由热收缩带(套)厂家配套提供或指定,底漆供应量应满足厚度大于或等于150μm的涂敷要求。2、辐射交联聚乙烯热收缩带(套)应按管径选用配套的规格,产品的基材边缘应平直,表面应平整、清洁、无气泡、裂口及分解变色。热收缩带(套)产品的厚度应符合标准规定,热收缩带的周向收缩率应不小于15%;热收缩套的周向收缩率应不小于50%。3、每一牌号的热收缩带(套)及其配套环氧底漆,使用前且每年至少应按标准规定的项目进行一次全面的检验。使用过程中,每批(不超过5000个)到货,应对耐环境应力开裂及剥离强度等性能进行复检,性能应达到规定的要求。二、补口施工准备:1、补口施工开工前,应编制补口施工工艺规程(APS),并按施工工艺规程进行工艺评定试验验证。2、补口施工工艺规程应根据设计要求、热收缩带(套)使用说明书、标准规范要求和补口施工经验等进行编制。3、补口施工工艺规程应通过工艺评定试验进行验证:a)工艺评定试验应在具有代表性的管道上进行,宜采用与实际工程用管同管径、同壁厚、同防腐层的管道。b)工艺评定试验应在涂敷管体防腐层的管道上至少3个试验口进行,试验口的长度应与实际补口长度一致。实验口没有环向焊缝时,应在试验口的中间加上一个模拟现场焊缝的环形圈。c)工艺评定实验使用的所有工具和设备类型应与实际补口施工中使用的相同。d)补口区域进行加热时,应避免对管体防腐层产生起泡或剥离等可见破坏现象。e)工艺评定试验期间的热缩带或热缩套安装时间应与预计的现场补口时间相当。工艺评定试验不在工程现场进行时,应考虑评定试验环境与实际施工环境和作业条件的差异。f)进行工艺评定实验时的检验项目、试验方法和验收指标应符合GB/T23257-2017标准补口施工及检验中的相关规定。g)工艺评定试验结束后,应提交完整的评定试验结果报告。
本文版权归 沧州铭添管道有限公司 所有;本文共被查阅 1532 次。
当前页面链接:http://wapipe.com/company/4408.html
未经授权,禁止任何站点镜像、采集、或复制本站内容,违者通过法律途径维权到底!
期待与您的合作,欢迎给我们留言或直接拨打:15128769799

留下您的信息,我们将第一时间和您取的联系!
版权所有:沧州铭添管道有限公司 Sitemap
24小时/热线:15128769799 冀ICP备2021012226号-1
扫码添加微信好友

















