
沧州铭添管道有限公司
诚信经营
价格合理
可按需求定制
全国咨询热线
15128769799
欢迎来到沧州铭添管道有限公司!
×15128769799

通过微信扫一扫
获取螺旋管今天价格

客户服务热线
151287697991、外观
涂塑钢管的外观可用目测和手感进行检验。
2、尺寸
涂塑钢管的涂层厚度用电磁测厚仪测量,在管子的两端测量周长上直交的任意4点。
涂塑钢管的长度用精度为1mm的钢卷尺测量。
3、螺纹
涂塑钢管螺纹应按GB/T7306的规定,采用螺纹环规进行检验。
4、针孔试验
用电火花检测仪,对提供试验管的整个表面进行检验,检测有无电火花产生。针孔试验的电压值应符合CJ/T120-2016中表6的规定。
表6 针孔试验所用电压值
| 涂层种类 | 聚乙烯 | 聚乙烯 | 聚乙烯 | 聚乙烯 | 环氧树脂 | 环氧树脂 |
| 涂层厚度mm | 0.4-0.6 | 0.6-0.8 | 0.8-1.0 | >1.0 | 0.3-0.4 | >0.4 |
| 检查电压V | 2000 | 3000 | 4000 | 5000 | 1500 | 2000 |
5、附着力
聚乙烯涂层附着力的测定应按附录A执行。
环氧树脂涂层附着力的测定应按附录B执行。
6、弯曲试验
从测试的涂塑钢管任意位置切取长约1200mm的试样,在常温下以基管外径的8倍,在弯管机上进行弯曲,弯曲时不带填充物。
对聚乙烯涂层弯曲角度为90°,对环氧树脂涂层弯曲角度为30°,弯曲时焊缝位于弯曲主面的外侧。
试验后,从弯曲圆弧轴线的中部将试件剖开,检查内涂层有无剥离和裂纹出现。
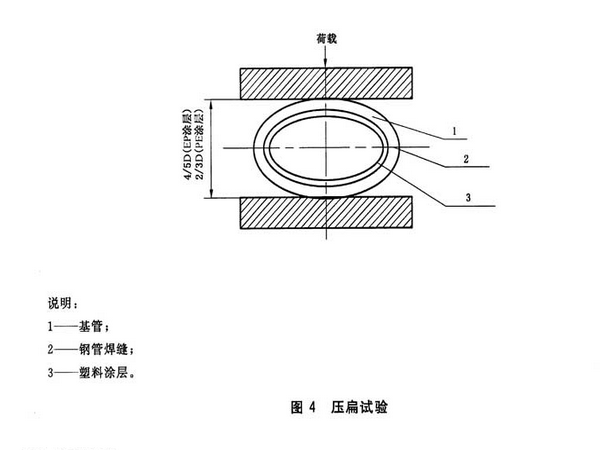
7、压扁试验
从测试的涂塑钢管任意位置切取长约50mm的试样,在常温下如图4置于两平板之间,在拉力试验机上渐渐压缩。
对聚乙烯涂层,两平板间距离控制为试验外径的2/3;对环氧树脂涂层,两平板间距离控制为试验外径的4/5,压扁时涂塑钢管焊缝与压缩方向垂直。
压扁后,观察内涂层有无裂纹和剥离出现,对于公称尺寸大于DN200的涂塑钢管可用DN150的涂塑钢管代替。
8、冲击试验
从检测的涂塑钢管任意位置切取长约100mm试样,在常温下如图5所示按表7规定进行冲击试验,此时焊缝应安置在与冲击面相反的位置。
试验后,检查内涂层有无剥离和裂纹出现,对于公称尺寸大于DN200的涂塑钢管可用DN150的涂塑钢管代替。
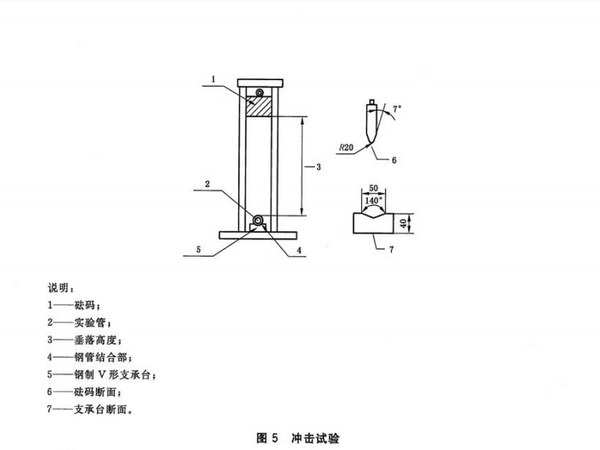
表7 冲击试验的锤重和锤落高度
| 公称尺寸DN(mm) | 聚乙烯涂层锤重/kg | 聚乙烯涂层锤落高度/mm | 环氧树脂涂层锤重/kg | 环氧树脂涂层锤落高度/mm |
| 15-25 | 6.3 | 500 | 1.0 | 300 |
| 32-50 | 6.3 | 500 | 2.1 | 500 |
| 65 | 6.3 | 1000 | 2.1 | 500 |
| ≥80 | 6.3 | 1000 | 6.3 | 1000 |
9、卫生性能
卫生性能试验应按GB/T17219标准执行。
10、热镀锌层性能
热镀锌层性能试验应按GB/T3091标准执行。

本文版权归 沧州铭添管道有限公司 所有;本文共被查阅 1735 次。
当前页面链接:http://wapipe.com/baike/4129.html
未经授权,禁止任何站点镜像、采集、或复制本站内容,违者通过法律途径维权到底!
期待与您的合作,欢迎给我们留言或直接拨打:15128769799

留下您的信息,我们将第一时间和您取的联系!
版权所有:沧州铭添管道有限公司 Sitemap
24小时/热线:15128769799 冀ICP备2021012226号-1
扫码添加微信好友

















