
沧州铭添管道有限公司
诚信经营
价格合理
可按需求定制
全国咨询热线
15128769799
欢迎来到沧州铭添管道有限公司!
×15128769799

通过微信扫一扫
获取螺旋管今天价格

客户服务热线
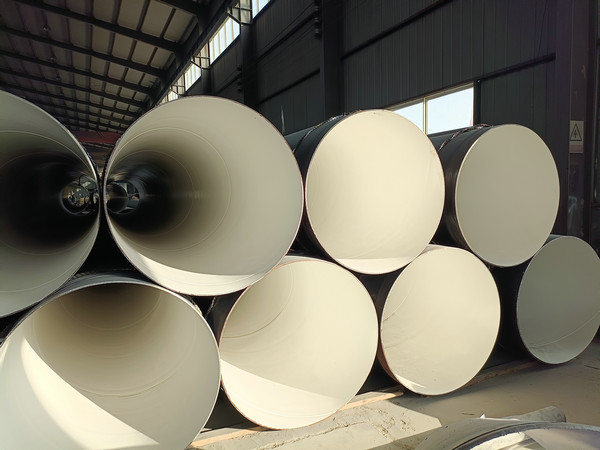
15128769799熔结环氧粉末涂层FBE防腐钢管又叫内外环氧树脂粉末涂塑钢管,基管为钢管(无缝钢管、直缝钢管、螺旋缝钢管),涂层材料为环氧树脂粉末。定向穿越河流施工期间,管道外防腐层受到很大的土壤应力作用,防腐涂层非常容易破损,所以,定向穿越管段需要坚韧耐磨的防腐涂层,较大程度减小施工期间防腐涂层的损伤。双层熔结环氧粉末(FBE)防腐涂层能够满足这些苛刻的要求,在大多数管道防腐厂环氧粉末涂敷生产线上,很容易完成双层熔结环氧粉末的涂敷。在同一个静电喷漆车间内,可以顺序涂敷两种不同性能的环氧粉末,在钢管上形成双层环氧粉末防腐涂层,相关的钢管表面除锈清理工序,涂敷前的检查工序,涂敷后的检验工序,均与标准环氧粉末涂层的生产工艺相似。现场焊缝的补口涂层可以采用液态环氧树脂,也可以采用改性双层环氧粉末,防腐管段在冰面上拖拽后造成的涂层破损是非常小的。熔结环氧粉末涂层FBE防腐钢管步骤如下:上管平台,检验合格的钢质管道进入上管平台,经自传轨道送至内喷丸系统,管道经拨管、自动定位、均布四个在工位上;内表面除锈、除尘,运管小车运送至内除锈自转四个工位上,活动清理室、 喷丸小车就位,内喷装置插入管道内后,内喷丸机开始工作进行内表面喷丸除锈,内表面除锈完成后,内喷装置后退喷气,进行内表面除尘;外表面除锈、除尘,固定清理室、和自传轨道将钢管送至外抛丸机内进行外表面除锈,除锈后进行除尘工序,外除尘风机、外除尘室开始运行;内中频加热、内环氧粉末喷涂,经检测达到除锈等级后钢管送至内环氧粉末喷涂系统,内喷装置插入钢管内、内中频器、内温度探测仪和内中频冷却管道同时运行,内环氧粉末喷涂开始,内喷装置和除尘小车运行速度相同,为1.5m/min-10m/min,内喷装置喷环氧粉末用量为40g/min-105g/min,钢管内表面温度为l7O℃-190℃,内中频加热器功率为250KW;外中频加热、外环氧粉末喷涂,对内喷涂后的钢管经上管平台输送至外中频加热系统,外中频加热器将钢管外部进行加热,钢管表面温度控制范围l8O℃-195℃,外中频加热器功率为500KW,加热后在外喷箱内进行外喷装置喷涂,外喷箱内钢管行进速度为3m/min-10m/min,环氧粉末用量为300g/min-600g/min;水冷固化,喷涂完成后的钢管经水冷固化系统进行冷却,采用喷淋管道内水流量自动调节,对带涂层的钢管进行降温,钢管外表面温度为40℃-45℃;成品管,水冷固化后的钢管经自动传送装置送至成品管平台,检测合格后 的钢管在成品管平台上进行存放与外运。
本文版权归 沧州铭添管道有限公司 所有;本文共被查阅 1772 次。
当前页面链接:http://wapipe.com/baike/3815.html
未经授权,禁止任何站点镜像、采集、或复制本站内容,违者通过法律途径维权到底!
期待与您的合作,欢迎给我们留言或直接拨打:15128769799

留下您的信息,我们将第一时间和您取的联系!
版权所有:沧州铭添管道有限公司 Sitemap
24小时/热线:15128769799 冀ICP备2021012226号-1
扫码添加微信好友

















