
沧州铭添管道有限公司
诚信经营
价格合理
可按需求定制
全国咨询热线
15128769799
欢迎来到沧州铭添管道有限公司!
×15128769799

通过微信扫一扫
获取螺旋管今天价格

客户服务热线
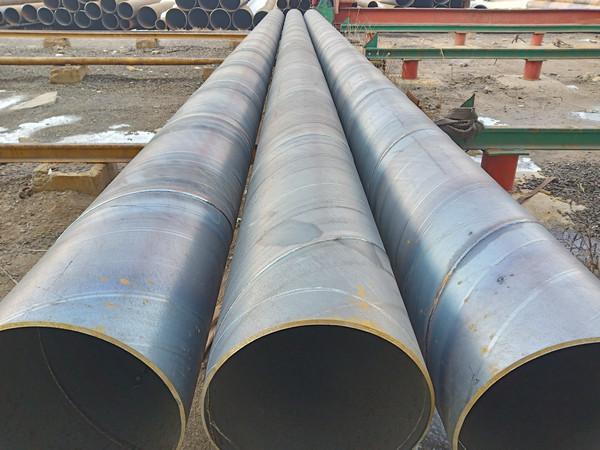
15128769799在埋弧焊钢管生产过程中,特别是在高速焊接中,咬边已成为螺旋埋弧焊钢管生产过程中的主要的缺陷。咬边这一缺陷主要有以下几种表面形式:单个单侧咬边、单个双侧咬边、单侧连续咬边、双侧连续咬边,其中单侧连续咬边和双侧连续咬边对焊缝的危害大,它们和焊缝裂纹,未焊透一样成为焊缝的致命缺陷。因此,我们应该高度重视采取措施此类缺陷的产生。1、形成原因:一般来说,单个单侧咬边的形成是偶发的,没有规律性,成型缝变化过大、带钢边缘的小毛刺或小缺口、成型错边都可能形成单咬边。对于符合标准许可范围内的单个单侧咬边可以通过修磨的办法将咬边消除,对于超出标准范围的咬边 通过修补的方式消除。2、预防措施:由于此类缺陷产生的不确定性,我们不必因此而做大的调整,可以在条件允许的情况下尽可能将带钢边缘处理光滑并保持成型稳定。对于带钢边缘的光滑处问题,可以采用铣边机代替圆盘剪剪边进行解决,对于成型稳定问题,可以采取提高调型的办支来解决。1、形成原因:①焊丝接头:由于焊丝接头处的直径、光滑度发生变化,焊丝接头在通过送丝轮时送丝速度会发生突然变化,由此引起焊接电压和熔化速度的瞬间变化,焊接迷熔池的突然加宽以及熔化金属补充不足可造句成在此焊点处产生单个双侧咬边。②焊接规范:在一般情况下,连续生产过程中焊接规范不会发生大的变化,因此,正常生产过程中不会有咬边的产生。但是,在外界电源的影响下,焊接电流、电压也可能发生突变,突变的结果终导致咬边的产生。③瞬间短路:有时由于板边毛刺或焊剂中混有金属毛刺,在正常焊接过程中会在导电嘴处产生瞬间短路,瞬间短路会造成焊接电流、电压瞬间变化,终导致咬边的产生。单个双咬边的处理和单个单咬边的处理方法一样,可以采用修磨或修补的方式进行处理。2、预防措施:①处理好焊丝接头:对于焊丝生产厂来说,应该对接头处进行热处理以便使其硬度瑟整盘焊丝的硬度保持一致。在埋弧焊钢管的连续生产过程中对接焊丝时,应该在对接完成后修磨接头处,使其达到平滑过渡,真径均匀,并用氧乙炔枪将接头处前后焊丝火烤并使其自然冷却,以达到硬度一致的目的。②严格控制焊接规范:焊接过程中要注意电流、电压的变化,如果变化过大则要查找电源及系统外电源的原因,使规范的变化控制在允许范围内。、轻工、交通、电力、航空和海洋工程等领域。
本文版权归 沧州铭添管道有限公司 所有;本文共被查阅 1545 次。
当前页面链接:http://wapipe.com/baike/3264.html
未经授权,禁止任何站点镜像、采集、或复制本站内容,违者通过法律途径维权到底!
期待与您的合作,欢迎给我们留言或直接拨打:15128769799

留下您的信息,我们将第一时间和您取的联系!
版权所有:沧州铭添管道有限公司 Sitemap
24小时/热线:15128769799 冀ICP备2021012226号-1
扫码添加微信好友

















